




| 建议零售价 | ??1.50 |
|---|---|
| 类型 | 粗车刀 |
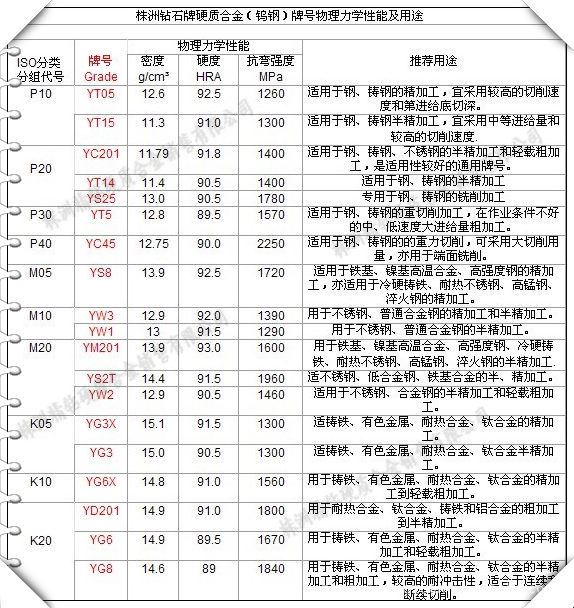
| 材质 | 硬质合金 |
| 标准编号 | 9001 |
| 是否涂层 | 非涂层 |
| 是否进口 | 否 |
| 加工范围 | 加工不锈钢 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 适用机械 | 削片机刀片 |
| 规格 | YW1/A110 |
| 是否标准件 | 标准件 |
| 品牌 | 钻石 |
| 型号 | YW1/A110 |

A1型 焊接刀片产品详情:
1. 50年的合金模具设计经验,保证产品尺寸**:利用国际**的CAD/CAM软件(UG软件)进行产品设计、模具设计及加工编程,所有模具由具有世界先进制作水平的数控可转位模具制作中心制作。 2. 先进的生产设备确保刀片**。喷雾干燥、自动压机、脱蜡—真空烧结一体炉等。
3. 技术配方及工艺制度成熟,保证刀片质量水平稳定。50余年的工艺技术,久经时间和客户的检验。
4. 焊接性能优异,不开裂,不影响使用性能。
5. 铣削刀片及可转位刀片经过精磨之后,表面粗糙度不低于1.25μm,刀片内孔尺寸偏差±0.13mm。
A1型 焊接刀片产品展示:




硬质合金焊接刀片的九个使用要点
1、焊接式切削刀具结构应具有足够的刚性
足够的刚性是以**大允许的外形尺寸以及采用较高强度的钢号和热处理来保证.
2、硬质合金刀片应固定牢靠
硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆。
在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠.
4、合理选用焊料
为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2- -0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.
7、正确采用刃磨方法
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命.
8、正确安装刀具
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片.
9、正确重磨、研磨刀具
刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性.