




| 加工定制 | 否 |
|---|---|
| 别名 | 花键连接钎头 |
| 用途 | 岩石钻孔 |
| 钻孔直径 | Φ90~Φ100(mm) |
| 钻孔深度 | 100(m) |
| 外形尺寸 | 90(mm) |
| 规格 | Q1090-54J6B |
| 品牌 | 金伯仕 |
| 型号 | Q1090-54J6B |

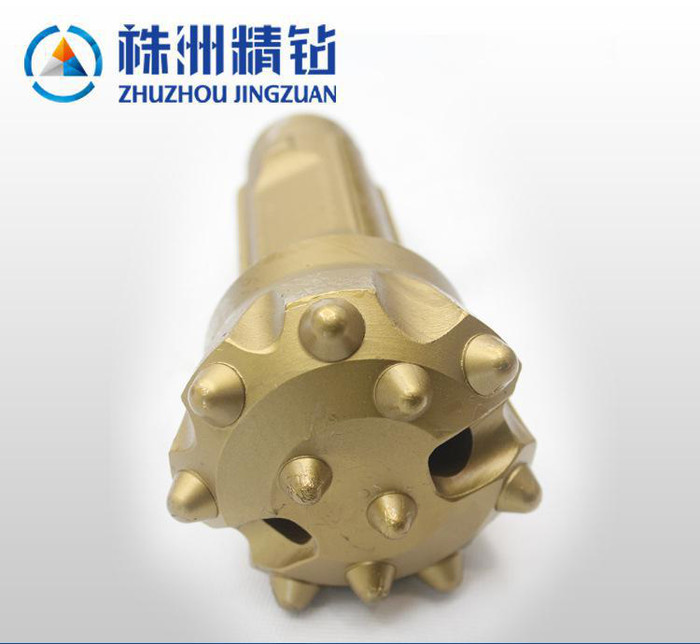
低风压90潜孔钻头 打花岗岩专用产品详情:
◆ 钎头使用寿命长:硬质合金球齿,强度≥2800N,硬度(HRA)≥92
◆ 钻孔质量高,钻掘速度快,无需修磨,工作效率高
◆ 花键连接,风压为0.5-0.7Mpa,采用90型冲击器。
低风压90潜孔钻头 打花岗岩专用主要用途
在大型工程、矿山开采时工程机械无法施工的情况下,采取钻孔爆破的时候,必须用到钻具产品。实际上**是将大石头变成小石头,利于移动。
注:在地价贵的地方,地基不方便开挖时,也采取800mm以上的高风压钻头打桩基孔。




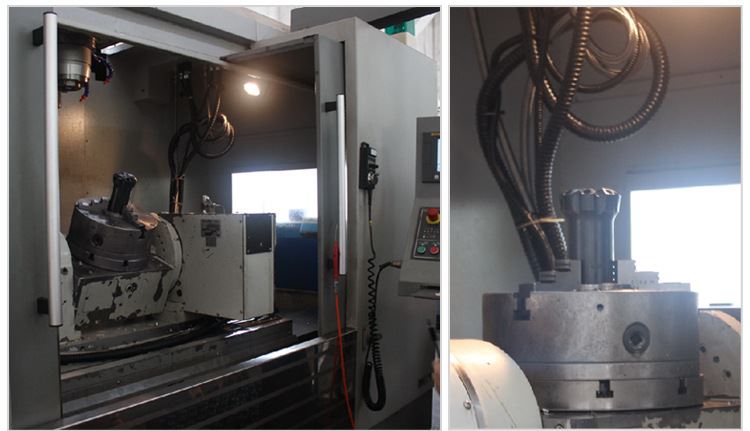
【钻头生产工装设备探秘】




硬质合金球齿钎头使用技术7大要点
1、根据岩石情况(硬度、腐蚀性)、钻孔方式(露天、地下、掘进钻、生产钻、锚孔钻)、排粉介质(压缩空气、高压水)、凿岩机(重型、轻型、气动、液压)选择钎头。不同布齿方式、排粉方式适用不同的工地。典型球齿钎头及推荐使用范围见附件。选择正确的钎头,是获得**大钻孔速度的前提!
2、开孔时要稳,必须调低凿岩机工作参数,防止单齿负载过重,引起碎齿、掉齿;
3、根据凿岩情况,及时调整凿岩机工作参数,以不卡钎、钻速快、钎杆不弯曲为标准,来调整冲击、推进、旋转参数。也可通过测量钎尾与钎杆的连接套温度进行判断:通水排粉情况的正常温度≤40℃、通压缩空气排粉情况的正常温度≤70℃;注:钎头使用中切忌停水或停气,否则极易造成钎头发热引起钎头断齿、掉齿而导致失效。
4、球齿钎头在经过一定时间作业后,应定期对钎头合金齿和壳体磨损情况进行检查。当发现合金齿或壳体有较大磨损时,应及时利用相关工具进行修磨,以免影响凿岩速度和防止钎头倒锥导致卡钎。若合金齿和壳体严重磨损,为避免掉齿和钎头体断裂造成废孔,应及时更换新钎头。
5、对于出现早期非正常报废的球齿钎头,请及时书面通知我公司。通知主要内容包括:①使用凿岩机的型号、实际工作参数(冲击压力、冲击功率、冲击频率、推进力、旋转速度);②使用的台车型号;③配套使用的钎尾、钎杆、连接套的生产厂、规格、使用情况;④岩石类型及硬度,施工地点(露天、地下、掘进、生产、锚孔、其它)、钻孔施工方式(向下式、水平式、扇形式、其它)、钻孔深度;⑤钎头失效情况统计:A、失效形式(断齿、掉齿、磨损)、寿命、数量;B、球齿磨损情况(残留高度);C、计划使用寿命;D、正常平均使用寿命;E、其它厂家平均使用寿命。
6、钎头在凿岩时,应保证有充足的水压或风压,防止因排粉不好造成钎头过度磨损、卡钎等现象发生,以提高钻孔速度。
7、定购球齿钎头时,应指定钎头外形(E)、球齿形状(半球、弹头)、齿数量、连接螺纹或提供实物样品。
100低风压地质潜孔钻头使用注意事项:
1、在不同岩层中作业,根据岩性的软硬选择不同型号的钻头、轴压和转速。
2、钻机穿孔作业时,必须遵照穿孔三要素(风压、轴压、转速)和钻头样本推荐的参数相匹配的原则进行作业。
3、钻头在下井前请查验外观各部位,核实钻头丝扣端面与钻头包装箱及合格证上的出厂编号是否一致,以防假冒。
4、钻头在钻机上要合理存放,防止粉尘等杂物进入钻头内部。
5、钻头更换时,要保证钻具内部无粉尘,出风口通畅,丝扣抹油,采用提升和回转配合方式连接好钻头后才能使用。
6、更换新钻头前,应仔细检查三个牙轮转动是否灵活,丝扣和牙齿是否完好。
7、新钻头下钻时,要低轴压、低转速跑合20-30分钟后,再逐步加大至正常轴压使用。
8、新钻头新开孔时,要注意清除孔周围的杂物(乱石、废旧金属物等),要在回转同时,通风慢放,接近地表,防止顿钻,冲击损坏钻头。
9、在软岩层中作业,中途更换钻头,要严格检查旧钻头牙掌掌背及牙轮上的合金齿等有无脱落到孔底,孔内若有旧钻头残留物时,严禁在原孔内使用新换钻头。
10、在钻机停机时,钻具不能在有水的孔内停放,防止岩渣和水倒流,进入轴承内部,损坏钻头。
11、在岩石有裂缝或因爆破产生的岩石裂缝及采空区作业时,要降低轴压和转速,防止牙齿蹩断。
12、钻具在孔内时,严禁反转,防止钻头落井。
13、钻头在孔内、空压机突然停止工作时,岩渣极易进入钻头,因此严禁长时间回转,导致轴承磨损、岩渣重复破碎(或卡钻),钻头磨损加速。
14、在正常穿孔作业时,空压机主风路不能有较严重的漏气现象,以保证足够的风量与风压,延长钻头使用寿命。
15、稳杆器定期更换,确保钻杆稳定,使钻头正常工作。
16、严禁使用弯曲钻杆,以避免钻头三个牙掌受力不均匀,加速钻头损坏。
17、钻头储存要防潮,通风。在搬运过程中,严禁磕碰牙轮和丝扣。